Pусский
Просмотров: 0 Автор: Jkongmotor Время публикации: 26 декабря 2025 г. Происхождение: Сайт

В мире лазерной обработки материалов, где ставки высоки и прецизионны, эволюция систем управления движением достигла критического момента. Стремление к более высокой производительности, микронной точности и неизменной надежности привело к появлению доминирующего технологического решения: встроенного серводвигателя . Как специалисты в области передовых систем перемещения для промышленной автоматизации, мы проводим всестороннее исследование технологии интегрированных серводвигателей, анализируя ее роль как однозначной движущей силы современных систем лазерной резки, гравировки, сварки и маркировки. В этом ресурсе подробно описана архитектура, эксплуатационное превосходство и специальные протоколы интеграции, которые делают эти двигатели не просто компонентом, а определяющим ядром производительности лазерных машин.
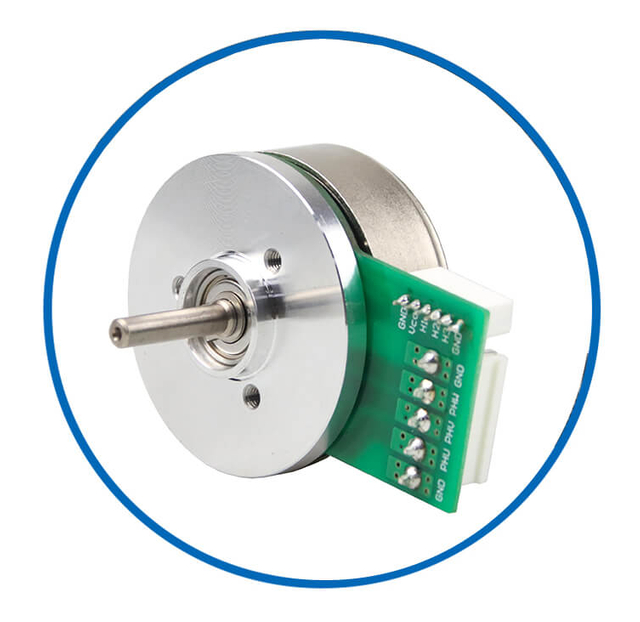
Как профессиональный производитель бесщеточных двигателей постоянного тока с 13-летним опытом работы в Китае, Jkongmotor предлагает различные двигатели постоянного тока с индивидуальными требованиями, в том числе 33, 42, 57, 60, 80, 86, 110, 130 мм, кроме того, коробки передач, тормоза, энкодеры, драйверы бесщеточных двигателей и встроенные драйверы являются дополнительными.
 |
 |
 |
 |
 |
Профессиональные услуги по обслуживанию бесщеточных двигателей по индивидуальному заказу защитят ваши проекты или оборудование.
|
| Провода | Обложки | Фанаты | Валы | Интегрированные драйверы | |
 |
 |
 |
 |
 |
|
| Тормоза | Редукторы | Выходные роторы | Бессердечниковый постоянный ток | Драйверы |
Jkongmotor предлагает множество различных вариантов валов для вашего двигателя, а также валы настраиваемой длины, чтобы двигатель идеально подходил для вашего применения.
 |
 |
 |
 |
 |
Разнообразный ассортимент продукции и индивидуальных услуг для оптимального решения вашего проекта.
1. Двигатели прошли сертификацию CE Rohs ISO Reach. 2. Строгие процедуры проверки обеспечивают стабильное качество каждого двигателя. 3. Благодаря высококачественной продукции и превосходному обслуживанию компания jkongmotor прочно закрепилась на внутреннем и международном рынках. |
| Шкивы | Шестерни | Штифты вала | Винтовые валы | Крестообразные валы | |
 |
 |
 |
 |
 |
|
| Квартиры | Ключи | Выходные роторы | Зубофрезерные валы | Драйверы |
Термин « Интегрированный серводвигатель » означает глубокий архитектурный сдвиг в управлении движением, переход от набора дискретных компонентов к единой интеллектуальной электромеханической системе. Определить его архитектуру — значит проанализировать тщательно спроектированное сочетание мощности, точности и обработки. Мы описываем эту архитектуру не как простую сборку, а как иерархическую интеграцию функциональных уровней, каждый из которых имеет решающее значение для производительности, необходимой для современного лазерного оборудования..
На физическом уровне интеграция устраняет традиционные границы. Архитектура состоит из трех основных механических и электромагнитных подсистем, объединенных в единый корпус.
Это главный двигатель. Мы используем конструкцию статора без пазов или с прорезями, обеспечивающую точную обмотку, чтобы максимизировать плотность крутящего момента и минимизировать зубчатый крутящий момент. В роторе используются высококачественные постоянные магниты из редкоземельных металлов (обычно неодим-железо-бор), расположенные с определенным количеством полюсов (обычно 4, 6 или 8), оптимизированных для заданной характеристики скорости и крутящего момента. Электромагнитная цепь спроектирована с учетом минимальной индуктивности, что обеспечивает чрезвычайно высокую скорость нарастания тока, что является необходимым условием для реакции крутящего момента на микросекундном уровне, необходимой при лазерном контурировании. Корпус двигателя – это не просто крышка; это конструкционный теплопровод с оптимизированным оребрением или гладкой поверхностью для совместимости с конкретным радиатором или принудительным воздушным охлаждением.
Этот элемент превращает двигатель из привода жалюзи в прецизионный прибор. физически установлен на неприводном конце вала двигателя, внутри герметичного корпуса Датчик абсолютного положения . Мы отдаем предпочтение технологиям оптического или магнитного кодировщика , способным обеспечить истинное абсолютное положение при включении питания. Интеграция прямая и линейная: диск энкодера установлен на валу двигателя, а считывающая головка прикреплена к концевому раструбу двигателя. Такое расположение обеспечивает несколько важных преимуществ:
Устранение механического люфта: между валом двигателя и отдельным энкодером отсутствует соединение, что устраняет источник несоответствия и потенциальную ошибку.
Высочайшая защита от воздействия окружающей среды: система обратной связи защищена тем же корпусом со степенью защиты IP, что и двигатель, и защищена от загрязнения частицами, создаваемыми лазером, маслами или охлаждающими жидкостями.
Оптимальная целостность сигнала: Чрезвычайно короткий путь от чувствительного элемента до первоначального формирования сигнала сводит к минимуму восприимчивость к электрическим помехам.
Это представляет собой вершину концепции интеграции. Мы упаковываем силовую электронику и логику управления в модуль, который крепится непосредственно к корпусу разъема двигателя или имеет защитное покрытие и монтируется в расширенной задней части рамы двигателя. Этот модуль содержит:
Силовой каскад: построенный на биполярных транзисторах с изолированным затвором (IGBT) или усовершенствованных МОП-транзисторах на основе нитрида галлия (GaN) для высокочастотного переключения, этот каскад преобразует напряжение шины постоянного тока в трехфазный переменный ток, необходимый для управления обмотками PMSM.
Процессор управления: высокоскоростной процессор цифровых сигналов (DSP) или микроконтроллер серии ARM Cortex-M выполняет сложные алгоритмы управления в реальном времени. К ним относятся токовые контуры полеориентированного управления (FOC) , контуры скорости и контуры положения, часто работающие с комбинированной частотой обновления сервосистемы 16 кГц или выше.
Коммуникационный интерфейс: здесь реализован физический уровень для протокола промышленного Ethernet реального времени (EtherCAT, PROFINET IRT), а также необходимый сетевой PHY и контроллер.
Архитектура работает на основе тесно связанной иерархии управления, обеспечиваемой физической интеграцией. Эта иерархия функционирует как цельная киберфизическая система.
Это самый внутренний и самый быстрый цикл, работающий на процессоре встроенного накопителя. Он измеряет фактические фазные токи через шунтирующие резисторы или датчики тока на эффекте Холла , сравнивает их с требуемым крутящим моментом (который является выходным сигналом контура скорости) и регулирует ШИМ-сигнал на силовых транзисторах в течение микросекунд. Точный FOC обеспечивает максимальный крутящий момент на ампер и плавную работу на всех скоростях. Короткая длина проводов двигателя между выходом привода и клеммами двигателя здесь имеет решающее значение, сводя к минимуму скачки напряжения и звон, которые могут ухудшить стабильность управления.
Этот цикл принимает заданную скорость (от генератора траектории в центральном ЧПУ) и сравнивает ее со скоростью, полученной по обратной связи энкодера сверхвысокого разрешения. Он выводит команду крутящего момента в токовый контур. Широкая полоса пропускания, обеспечиваемая встроенной обратной связью энкодера — с незначительной задержкой или ошибкой интерполяции — позволяет очень агрессивно настраивать этот контур, что приводит к чрезвычайно жесткому регулированию скорости.
Этот внешний цикл работает совместно с ЧПУ станка. Интерполятор ЧПУ отправляет точные заданные значения положения со скоростью сетевого цикла. Встроенный сервоконтроллер сравнивает это значение с фактическим абсолютным положением. Исключительно высокое разрешение встроенного энкодера (например, 23 бита или 8 388 608 отсчетов/об) обеспечивает феноменально плавное следование этим заданным значениям, сводя к минимуму ошибку рассогласования. Это прямое, высокоточное измерение положения позволяет расположить точку фокусировки лазера с повторяемостью на микронном уровне.
Архитектура логически распространяется на сеть управления машиной. Встроенный серводвигатель — это не пассивный узел, а активный коммуникатор на шине движения в реальном времени..
Современные интегрированные сервоприводы часто используют гибридную кабельную систему или однокабельную технологию . По этому одному кабелю передается как высоковольтная мощность шины постоянного тока (например, 24–96 В постоянного тока или 320–800 В постоянного тока), так и полнодуплексная передача данных Ethernet в режиме реального времени. Это существенно упрощает проводку машины.
Микропрограмма встроенного привода включает в себя полный ведомый контроллер EtherCAT (ESC) или эквивалентное аппаратное ядро. Это специализированное оборудование управляет обработкой кадров EtherCAT аппаратно, а не программно, гарантируя детерминированное время цикла менее миллисекунды. Параметры сервопривода — положение, скорость, крутящий момент, состояние, неисправности и температура — отображаются в конкретных объектах данных процесса (PDO) , которые автоматически обновляются в каждом цикле. Это позволяет главному устройству ЧПУ считывать фактическое положение и записывать новое командное положение с почти нулевым джиттером, что является непреложным требованием для синхронизации лазерного излучения с положением оси.
Последним, важнейшим архитектурным элементом является интегрированное управление тепловыми и диагностическими данными. Датчики стратегически встроены в единую сборку:
Термисторы статора или датчики PT100 вмонтированы в обмотки двигателя для обеспечения прямого измерения температуры обмотки.
Датчики температуры силового каскада установлены на радиаторе приводного модуля.
датчики вибрации (акселерометры). Для контроля состояния подшипников могут быть встроены
Эти данные датчиков обрабатываются локально процессором привода и становятся доступными в сети как часть объектов служебных данных (SDO) сервопривода . Это обеспечивает расширенный мониторинг состояния и стратегии профилактического обслуживания , при которых контроллер машины может регистрировать тенденции температуры двигателя, обнаруживать повышение уровня вибрации или упреждающе предупреждать о рисках перегрева до возникновения неисправности.
Таким образом, архитектура интегрированного серводвигателя для лазерных станков определяется этой многоуровневой синергией :
Физическая синергия: двигатель, обратная связь и привод имеют общий корпус, что позволяет минимизировать размер, исключить промежуточные соединения и повысить надежность.
Синергия управления: Чрезвычайно короткие пути прохождения сигнала между силовым каскадом, датчиками тока и фазами двигателя обеспечивают беспрецедентно широкую полосу пропускания и жесткость управления.
Синергия данных: обратная связь с прямым валом сверхвысокого разрешения обеспечивает безупречные данные для контуров управления, а детерминированная сеть плавно синхронизирует эти данные с главным контроллером и лазерным источником.
Тепловая/диагностическая синергия: встроенные датчики создают последовательную модель рабочего состояния устройства, обеспечивая интеллектуальное и упреждающее управление.
Эта архитектура — не просто выбор упаковки; это фундаментальный реинжиниринг, устраняющий ограничения распределенных систем. Он обеспечивает высокий динамический отклик, высокую точность, эксплуатационную надежность и диагностические возможности, которые являются определяющими требованиями для оборудования лазерной обработки следующего поколения. Встроенный серводвигатель архитектурно представляет собой полноценную подсистему движения, спроектированную как единый оптимизированный компонент.
Чтобы понять, почему интегрированные серводвигатели идеально подходят для лазерных применений, мы должны сначала проанализировать непреложные требования кинематики лазерных машин.
Современная лазерная обработка, особенно при резке листового металла или высокоскоростной гравировке, требует быстрого перемещения между элементами и способности следовать сложным контурам при высоких скоростях подачи. Для этого требуются двигатели, способные к исключительному ускорению и замедлению, часто превышающему 1 G, чтобы минимизировать непроизводительное время перемещения и максимизировать производительность машины.
Качество кромки, обработанной лазером, точность микрогравировки или однородность сварного шва напрямую зависят от способности машины позиционировать точку фокусировки лазера с точностью до микрона. Любая погрешность, вибрация или задержка положения приводят к выходу из строя деталей. Системы движения должны обеспечивать исключительно широкую полосу пропускания и жесткость, чтобы устранять помехи и идеально следовать заданной траектории.
Когда головка станка движется с высокой скоростью и должна точно остановиться, чтобы начать резку нового элемента, любая остаточная вибрация или перерегулирование («звон») приводит к задержке — времени стабилизации — прежде чем лазер сможет стрелять точно. Эта задержка катастрофически влияет на время цикла. Система движения должна быть критически демпфирована, чтобы обеспечить мгновенную «тихую» остановку.
И наоборот, такие операции, как тонкая гравировка или сварка деликатных материалов, требуют плавного движения на очень низких скоростях, без каких-либо заеданий или пульсаций крутящего момента, которые могут вызвать видимые артефакты в готовом изделии.
Подача лазерного импульса (частота пульсации, мощность) должна быть идеально синхронизирована с точным положением системы движения. Для этого требуется детерминированная сеть реального времени между контроллером и сервоприводом, где время доставки пакетов данных гарантировано и минимально, обычно менее 1 миллисекунды.
Интегрированная конструкция напрямую удовлетворяет и превосходит все требования, изложенные выше, предоставляя набор преимуществ, с которыми не могут сравниться дискретные сервосистемы.
За счет отказа от длинных силовых кабелей двигателя и привода и отдельных контуров обратной связи энкодера, как в традиционных системах, встроенные серводвигатели значительно снижают электрическую индуктивность и задержки передачи сигналов. Привод, расположенный всего в нескольких сантиметрах от обмоток двигателя, может подавать и модулировать ток с чрезвычайной скоростью. Это приводит к значительно более высокой полосе пропускания контура скорости и положения, что позволяет контроллеру быстрее исправлять ошибки. Результатом является меньшая ошибка рассогласования, превосходная точность контурной обработки на высоких скоростях и способность обрабатывать агрессивные профили ускорения, требуемые современным программным обеспечением для раскроя.
Укороченный электрический путь и оптимизированные алгоритмы управления повышают жесткость сервопривода . Система ведет себя с большей механической жесткостью, сопротивляясь отклонению от сил резания (в гибридных станках с лазерной перфорацией) или внешних возмущений. Кроме того, интегрированная конструкция позволяет избежать эффекта «хлыста кабеля» и связанных с этим изменений индуктивности длинных кабелей двигателя, которые могут создавать точки резонанса, дестабилизирующие настройку сервопривода.
Уменьшение количества отдельных компонентов (двигатель, привод, кабели энкодера, силовые кабели) напрямую снижает потенциальные точки отказа. Здесь нет отдельных шкафов приводов, требующих охлаждения, а также громоздких жгутов из нескольких кабелей, которые нужно прокладывать и обслуживать. Такое объединение экономит ценное пространство внутри корпуса лазерного станка, обеспечивая более аккуратную конструкцию и облегчая доступ для обслуживания. Прочная конструкция «все в одном» по своей природе более устойчива к загрязнениям окружающей среды, обычным для лазерной обработки, таким как пыль, дым и незначительные вибрации.
Монтаж сводится к монтажу двигателя и подключению двух кабелей: силового и коммуникационного. Это значительно сокращает время сборки машины и количество ошибок в проводке. Интегрированный интеллект обеспечивает комплексную бортовую диагностику . Мы можем отслеживать такие параметры в реальном времени, как температура двигателя, выходной крутящий момент, спектры вибрации и совокупное количество часов работы, непосредственно из прошивки сервопривода, что позволяет осуществлять профилактическое обслуживание и быстрое устранение неполадок.
Встроенный серводвигатель обменивается данными по стандартному, но детерминированному промышленному протоколу Ethernet в реальном времени . Это позволяет лазерному контроллеру ЧПУ отправлять команды траектории и получать точную обратную связь о положении на той же временной шкале в микросекундном масштабе. Он может одновременно передавать синхронизированный сигнал «лазерного огня» на лазерный источник, гарантируя, что каждый импульс попадет в намеченную цель, независимо от скорости оси или состояния ускорения. Это имеет основополагающее значение для точной перфорации, векторной маркировки и сварки «на лету».
При выборе встроенного серводвигателя для лазерного станка мы оцениваем матрицу точных технических характеристик, помимо базовой номинальной мощности.
Непрерывный крутящий момент определяет способность двигателя выдерживать движение при постоянных нагрузках, таких как силы трения и гравитации (по осям Z). Пиковый крутящий момент , часто превышающий его в 2–3 раза, представляет собой кратковременный крутящий момент, доступный для ускорения и замедления. Это соотношение имеет решающее значение для достижения высоких динамических характеристик без перегрева.
двигателя Инерция ротора должна быть соответствующим образом согласована с отраженной инерцией приводимой нагрузки (ШВП, реечная передача, линейный двигатель). Для достижения оптимальных динамических характеристик и стабильности мы обычно стремимся к тому, чтобы коэффициент несоответствия инерции (инерция нагрузки / инерция ротора) находился в пределах от 1:1 до 10:1. Встроенные сервоприводы часто оснащены малоинерционными роторами, специально разработанными для обеспечения высокой динамической реакции.
Абсолютное разрешение энкодера имеет первостепенное значение. Разрешение 20 бит на оборот (1 048 576 отсчетов) или выше теперь является стандартным. Это обеспечивает детальные данные о положении, необходимые для плавного управления скоростью и сверхточного позиционирования, что напрямую приводит к более гладким краям реза и более мелким деталям гравировки.
Частота обновления сервопривода , или частота, с которой привод замыкает контуры управления током, скоростью и положением, обычно составляет 62,5 микросекунды (16 кГц) или быстрее в высокопроизводительных интегрированных сервоприводах. Эта быстрая внутренняя обработка в сочетании с временем сетевого цикла менее миллисекунды обеспечивает высокую пропускную способность и скорость реагирования.
Интегрированные конструкции должны отводить тепло как от обмоток двигателя, так и от силовой электроники привода. Мы ищем конструкции с эффективными тепловыми путями , часто через корпус двигателя, и встроенными термодатчиками , которые обеспечивают точную обратную связь о температуре обмотки с контроллером для упреждающего предотвращения перегрузки.
Сетевая архитектура — это нервная система лазерной машины. Встроенные серводвигатели являются центральными узлами этой сети.
Доминирующим протоколом является EtherCAT , известный своей исключительной производительностью, гибкостью и точной распределенной синхронизацией часов. В типичной топологии контроллер ЧПУ выступает в роли ведущего устройства EtherCAT. Один кабель Ethernet подключается последовательно от контроллера к первому встроенному сервоприводу (например, ось X), затем ко второму (ось Y), затем к дополнительному третьему (ось Z) и, наконец, к контроллеру лазерного источника и любым терминалам ввода-вывода. Это создает высокодетерминированную сеть с низкими накладными расходами, в которой все команды оси и команды лазера передаются синхронно в течение одного цикла связи, часто менее 500 микросекунд.
Альтернативные протоколы, такие как PROFINET IRT и SSCNET компании Mitsubishi, также обеспечивают необходимый детерминизм. Выбор часто зависит от экосистемы выбранного контроллера ЧПУ. Ключом является плавная и синхронная интеграция всех осей движения и процесса в единый контур управления.
Превосходство интегрированной сервотехнологии проявляется во всем спектре лазерного оборудования.
Для планшетных станков для резки листового металла портальные оси X и Y требуют резких ускорений для перемещения по деталям сложной геометрии. Встроенные сервоприводы в реечных или линейных системах прямого привода обеспечивают необходимый динамизм. Для 3D-резки труб или фасонных деталей дополнительные встроенные поворотные оси (A, B, C) обеспечивают точное синхронизированное вращение заготовки.
Эти приложения требуют максимальной плавности и точности позиционирования на низких скоростях для создания безупречного текста, логотипов или матричных кодов данных. Сниженная вибрация и обратная связь с высоким разрешением встроенных сервоприводов устраняют «дрожание» метки.
Стабильное качество сварки требует идеально равномерной скорости перемещения и точной координации с модуляцией мощности лазера. Детерминированная сеть интегрированной сервосистемы обеспечивает контроль динамики сварочной ванны с помощью точных данных о положении.
При 3D-печати металлом механизм лезвия устройства для повторного нанесения покрытия и зачастую лазерные сканирующие гальванометры приводятся в действие встроенной сервотехнологией, обеспечивающей однородность слоя и точное распределение энергии.
Эволюция интегрированных серводвигателей для лазерных станков продолжается в направлении более глубокого интеллекта и функциональной интеграции. Мы продвигаемся к интеграции мониторинга состояния , при которой алгоритмы анализа вибрации запускаются непосредственно в процессоре сервопривода для прогнозирования отказа подшипников. Аналитика энергопотребления становится стандартом, что позволяет производителям оптимизировать процессы для обеспечения устойчивости. Объединение технологии линейных двигателей с прямым приводом в едином комплексе полностью исключает элементы механической передачи, еще больше расширяя границы скорости и точности. Наконец, реализация алгоритмов настройки на основе искусственного интеллекта позволяет сервоприводу автоматически адаптировать параметры настройки в режиме реального времени в зависимости от меняющейся динамики нагрузки и состояния машины, гарантируя оптимальную производительность на протяжении всего жизненного цикла машины и всех ее задач обработки.
По сути, встроенный серводвигатель превратился из компонента в интеллектуальное кинетическое ядро современной лазерной машины. Сочетание высокоточной механики, высокоскоростной силовой электроники и детерминированной сети обеспечивает бескомпромиссную производительность, которая определяет сегодняшние производственные стандарты скорости, точности и надежности. Приняв эту технологию, производители станков и конечные пользователи получают основополагающее преимущество в производительности и качестве деталей, позиционируя себя в авангарде возможностей промышленной лазерной обработки.




























































