Deutsch
Aufrufe: 0 Autor: Jkongmotor Veröffentlichungszeit: 26.12.2025 Herkunft: Website

In der anspruchsvollen, präzisionsgesteuerten Welt der Lasermaterialbearbeitung hat die Entwicklung von Bewegungssteuerungssystemen einen kritischen Punkt erreicht. Das Streben nach höherem Durchsatz, Genauigkeit im Mikrometerbereich und unfehlbarer Zuverlässigkeit hat zu einer dominanten technologischen Lösung geführt: dem integrierten Servomotor . Als Spezialisten für fortschrittliche Bewegungssysteme für die industrielle Automatisierung bieten wir diese umfassende Untersuchung der integrierten Servomotortechnologie und analysieren ihre Rolle als eindeutiges Kraftwerk für moderne Laserschneid-, Gravier-, Schweiß- und Markierungssysteme. In dieser Ressource werden die Architektur, die Betriebsüberlegenheit und die spezifischen Integrationsprotokolle detailliert beschrieben, die diese Motoren nicht nur zu einer Komponente, sondern zum bestimmenden Kern der Leistung von Lasermaschinen machen.
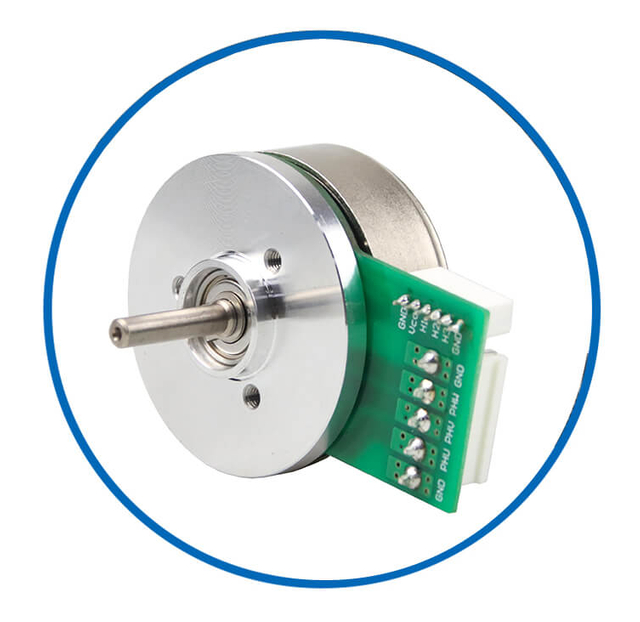
Als professioneller Hersteller von bürstenlosen Gleichstrommotoren mit 13 Jahren Erfahrung in China bietet Jkongmotor verschiedene Gleichstrommotoren mit kundenspezifischen Anforderungen an, darunter 33 42 57 60 80 86 110 130 mm. Darüber hinaus sind Getriebe, Bremsen, Encoder, bürstenlose Motortreiber und integrierte Treiber optional.
 |
 |
 |
 |
 |
Professionelle, kundenspezifische Dienstleistungen für bürstenlose Motoren schützen Ihre Projekte oder Geräte.
|
| Drähte | Abdeckungen | Fans | Wellen | Integrierte Treiber | |
 |
 |
 |
 |
 |
|
| Bremsen | Getriebe | Aus Rotoren | Kernloser Dc | Treiber |
Jkongmotor bietet viele verschiedene Wellenoptionen für Ihren Motor sowie anpassbare Wellenlängen, damit der Motor nahtlos zu Ihrer Anwendung passt.
 |
 |
 |
 |
 |
Eine vielfältige Produktpalette und maßgeschneiderte Dienstleistungen, um die optimale Lösung für Ihr Projekt zu finden.
1. Die Motoren haben die CE Rohs ISO Reach-Zertifizierung bestanden 2. Strenge Prüfverfahren gewährleisten eine gleichbleibende Qualität für jeden Motor. 3. Durch hochwertige Produkte und erstklassigen Service hat sich jkongmotor sowohl auf dem nationalen als auch auf dem internationalen Markt einen festen Stand gesichert. |
| Riemenscheiben | Getriebe | Wellenstifte | Schraubenwellen | Quergebohrte Wellen | |
 |
 |
 |
 |
 |
|
| Wohnungen | Schlüssel | Aus Rotoren | Wälzfräsen von Wellen | Treiber |
Der Begriff „ Integrierter Servomotor “ steht für einen tiefgreifenden architektonischen Wandel in der Bewegungssteuerung, der von einer Ansammlung diskreter Komponenten zu einem einheitlichen, intelligenten elektromechanischen System führt. Um seine Architektur zu definieren, muss man eine sorgfältig konstruierte Konvergenz von Leistung, Präzision und Verarbeitung analysieren. Wir beschreiben diese Architektur nicht als eine einfache Baugruppe, sondern als eine hierarchische Integration funktionaler Schichten, von denen jede für die von fortschrittlichen Lasermaschinen geforderte Leistung entscheidend ist.
Auf der physischen Ebene beseitigt die Integration traditionelle Grenzen. Die Architektur besteht aus drei primären mechanischen und elektromagnetischen Subsystemen, die in einem einzigen Gehäuse verschmolzen sind.
Das ist der treibende Faktor. Wir verwenden ein präzise gewickeltes nutenloses oder geschlitztes Statordesign , um die Drehmomentdichte zu maximieren und das Rastmoment zu minimieren. Der Rotor verwendet hochwertige Seltenerd-Permanentmagnete (typischerweise Neodym-Eisen-Bor), die in einer bestimmten Polzahl – üblicherweise 4, 6 oder 8 Pole – angeordnet sind und für die angestrebte Drehzahl-Drehmoment-Charakteristik optimiert sind. Der elektromagnetische Schaltkreis ist auf minimale Induktivität ausgelegt, um extrem hohe Stromanstiegsgeschwindigkeiten zu ermöglichen, eine Voraussetzung für die Drehmomentreaktion im Mikrosekundenbereich, die bei der Laserkonturierung erforderlich ist. Das Motorgehäuse ist nicht nur eine Abdeckung; Es handelt sich um eine strukturelle Wärmeleitung , die mit optimierten Rippen oder einer glatten Oberfläche für spezielle Kühlkörper- oder Zwangsluftkühlungskompatibilität ausgestattet ist.
Dieses Element verwandelt den Motor von einem Blindantrieb in ein Präzisionsinstrument. Der ist physisch am Nichtantriebsende der Motorwelle im abgedichteten Gehäuse montiert Absolutwertgeber . Wir bevorzugen optische Encoder- oder magnetische Encoder- Technologien, die beim Einschalten eine echte absolute Position liefern können. Die Integration erfolgt direkt und inline: Die Encoderscheibe ist auf der Motorwelle montiert und der Lesekopf ist an der Motorendglocke befestigt. Diese Anordnung bietet mehrere entscheidende Vorteile:
Eliminierung von mechanischem Spiel: Es gibt keine Kopplung zwischen der Motorwelle und einem separaten Encoder, wodurch eine Quelle von Compliance und potenziellen Fehlern beseitigt wird.
Höchste Umweltverträglichkeit: Das Rückkopplungssystem ist im gleichen IP-geschützten Gehäuse wie der Motor geschützt und vor Verunreinigungen durch lasererzeugte Partikel, Öle oder Kühlmittel geschützt.
Optimale Signalintegrität: Der extrem kurze Weg vom Sensorelement zur ersten Signalaufbereitung minimiert die Anfälligkeit für elektrisches Rauschen.
Dies stellt den Höhepunkt des Integrationsgedankens dar. Wir packen die Leistungselektronik und die Steuerlogik in ein Modul, das direkt am Steckergehäuse des Motors befestigt wird oder konform beschichtet und in einem verlängerten hinteren Teil des Motorrahmens montiert wird. Dieses Modul enthält:
Die Leistungsstufe: Diese Stufe besteht aus Bipolartransistoren mit isoliertem Gate (IGBTs) oder fortschrittlichen Galliumnitrid-MOSFETs (GaN) zum Hochfrequenzschalten und wandelt die DC-Busspannung in den dreiphasigen Wechselstrom um, der zum Antreiben der PMSM-Wicklungen erforderlich ist.
Der Steuerprozessor: Ein Hochgeschwindigkeits -Digitalsignalprozessor (DSP) oder ein Mikrocontroller der ARM-Cortex-M- Serie führt die komplexen Echtzeit-Steueralgorithmen aus. Dazu gehören die Stromschleifen der feldorientierten Steuerung (FOC) , die Geschwindigkeitsschleife und die Positionsschleife, die oft mit einer kombinierten Servoaktualisierungsrate von 16 kHz oder höher laufen.
Die Kommunikationsschnittstelle: Hier wird die physikalische Schicht für das Echtzeit-Industrie-Ethernet-Protokoll (EtherCAT, PROFINET IRT) implementiert, zusammen mit dem notwendigen Netzwerk-PHY und Controller.
Die Architektur basiert auf einer eng gekoppelten Steuerungshierarchie, die durch die physische Integration ermöglicht wird. Diese Hierarchie fungiert als nahtloses cyber-physisches System.
Dies ist die innerste und schnellste Schleife, die auf dem Prozessor des integrierten Laufwerks läuft. Es misst die tatsächlichen Phasenströme über Shunt-Widerstände oder Hall-Effekt-Stromsensoren , vergleicht sie mit dem Drehmomentbedarf (der das Ausgangssignal der Geschwindigkeitsschleife ist) und passt das PWM-Signal innerhalb von Mikrosekunden an die Leistungstransistoren an. Präzise FOC sorgt für maximales Drehmoment pro Ampere und reibungslosen Betrieb bei allen Geschwindigkeiten. Die kurzen Motorleitungslängen zwischen dem Antriebsausgang und den Motorklemmen sind hier von entscheidender Bedeutung, da sie Spannungsspitzen und Überschwingungen minimieren, die die Regelstabilität beeinträchtigen können.
Diese Schleife nimmt die befohlene Geschwindigkeit (vom Trajektoriengenerator in der zentralen CNC) und vergleicht sie mit der Geschwindigkeit, die aus der Rückmeldung des ultrahochauflösenden Encoders abgeleitet wird. Es gibt einen Drehmomentbefehl an die Stromschleife aus. Die hohe Bandbreite, die das integrierte Encoder-Feedback bietet – mit vernachlässigbarer Verzögerung oder Interpolationsfehler – ermöglicht eine sehr aggressive Abstimmung dieser Schleife, was zu einer extrem steifen Geschwindigkeitsregelung führt.
Diese äußere Schleife arbeitet mit der CNC der Maschine zusammen. Der Interpolator der CNC sendet präzise Positionssollwerte im Netzwerktakt. Der Controller des integrierten Servos vergleicht diese mit der tatsächlichen Absolutposition. Die außergewöhnlich feine Auflösung des eingebetteten Encoders (z. B. 23 Bit oder 8.388.608 Zählungen/Umdrehung) ermöglicht eine phänomenal gleichmäßige Verfolgung dieser Sollwerte und minimiert den Folgefehler. Diese direkte, hochgenaue Positionsmessung ermöglicht die Positionierung des Laserfokuspunkts mit einer Wiederholgenauigkeit im Mikrometerbereich.
Die Architektur erstreckt sich logischerweise bis in das Steuerungsnetzwerk der Maschine. Der integrierte Servomotor ist kein passiver Knoten, sondern ein aktiver Kommunikator auf einem Echtzeit-Bewegungsbus.
Moderne integrierte Servos verwenden häufig ein Hybridkabelsystem oder eine Einkabeltechnologie . Dieses einzelne Kabel überträgt sowohl die Hochspannungs-DC-Busleistung (z. B. 24–96 VDC oder 320–800 VDC) als auch die Vollduplex-Echtzeit-Ethernet-Kommunikationsdaten. Dies vereinfacht die Maschinenverkabelung drastisch.
Die Firmware des integrierten Antriebs umfasst einen vollständigen EtherCAT Slave Controller (ESC) oder einen gleichwertigen Hardwarekern. Diese dedizierte Hardware verwaltet die EtherCAT-Frame-Verarbeitung in Hardware und nicht in Software und garantiert so deterministische Zykluszeiten im Sub-Millisekundenbereich. Die Parameter des Servos – Position, Geschwindigkeit, Drehmoment, Status, Fehler und Temperatur – werden in spezifischen Prozessdatenobjekten (PDOs) abgebildet , die in jedem Zyklus automatisch aktualisiert werden. Dies ermöglicht es dem CNC-Master, die tatsächliche Position zu lesen und die neue Sollposition mit nahezu null Jitter zu schreiben, eine nicht verhandelbare Voraussetzung für die Synchronisierung des Laserfeuers mit der Achsenposition.
Ein letztes, entscheidendes Architekturelement ist die integrierte Verwaltung von Wärme- und Diagnosedaten. Sensoren sind strategisch in der gesamten einheitlichen Baugruppe eingebettet:
Statorthermistoren oder PT100-Sensoren sind in die Motorwicklungen eingegossen, um eine direkte Messung der Wicklungstemperatur zu ermöglichen.
Temperatursensoren für die Leistungsstufe sind auf dem Kühlkörper des Antriebsmoduls montiert.
Vibrationssensoren (Beschleunigungsmesser) eingebaut werden. Zur Überwachung des Lagerzustands können
Diese Sensordaten werden lokal vom Prozessor des Antriebs verarbeitet und im Netzwerk als Teil der Service Data Objects (SDOs) des Servos verfügbar gemacht . Dies ermöglicht eine erweiterte zustandsbasierte Überwachung und vorausschauende Wartungsstrategien , bei denen die Maschinensteuerung Motortemperaturtrends protokollieren, steigende Vibrationspegel erkennen oder präventiv vor Überhitzungsrisiken warnen kann, bevor ein Fehler auftritt.
Daher wird die Architektur eines integrierten Servomotors für Lasermaschinen durch diese vielschichtige Synergie definiert :
Physikalische Synergie: Motor, Feedback und Antrieb teilen sich ein Gehäuse, was die Größe minimiert, Zwischenverbindungen eliminiert und die Robustheit erhöht.
Steuerungssynergie: Extrem kurze Signalwege zwischen Leistungsstufe, Stromsensoren und Motorphasen ermöglichen eine beispiellos hohe Steuerungsbandbreite und Steifigkeit.
Datensynergie: Ultrahochauflösendes Direktwellen-Feedback liefert einwandfreie Daten für Regelkreise, während die deterministische Vernetzung diese Daten nahtlos mit dem Master-Controller und der Laserquelle synchronisiert.
Wärme-/Diagnose-Synergie: Eingebettete Sensoren erstellen ein kohärentes Modell des Betriebszustands der Einheit und ermöglichen so Intelligenz und präventives Management.
Diese Architektur ist nicht nur eine Verpackungswahl; Es handelt sich um ein grundlegendes Re-Engineering, das die Einschränkungen verteilter Systeme beseitigt. Es bietet die hohe Dynamik, punktgenaue Genauigkeit, Betriebszuverlässigkeit und Diagnoseintelligenz, die die entscheidenden Anforderungen für die nächste Generation von Laserbearbeitungsgeräten sind. Der integrierte Servomotor ist architektonisch gesehen ein vollständiges Bewegungssubsystem, das als einzelne, optimierte Komponente konstruiert ist.
Um zu verstehen, warum integrierte Servomotoren besonders für Laseranwendungen geeignet sind, müssen wir zunächst die nicht verhandelbaren Anforderungen der Kinematik von Lasermaschinen analysieren.
Die moderne Laserbearbeitung, insbesondere beim Blechschneiden oder Hochgeschwindigkeitsgravieren, erfordert schnelle Durchgänge zwischen Merkmalen und die Fähigkeit, komplexe Konturen mit hohen Vorschubgeschwindigkeiten zu verfolgen. Dies erfordert Motoren, die eine außergewöhnliche Beschleunigung und Verzögerung, oft über 1 G, ermöglichen, um unproduktive Laufzeiten zu minimieren und den Maschinendurchsatz zu maximieren.
Die Qualität einer lasergeschnittenen Kante, die Genauigkeit einer mikrogravierten Markierung oder die Konsistenz einer Schweißnaht werden direkt von der Fähigkeit der Maschine bestimmt, den Laserfokuspunkt mit einer Genauigkeit im Mikrometerbereich zu positionieren. Jeder Schleppfehler, jede Vibration oder jede Positionsverzögerung führt zu defekten Teilen. Bewegungssysteme müssen eine außergewöhnlich hohe Bandbreite und Steifigkeit bieten, um Störungen abzuwehren und der vorgegebenen Flugbahn perfekt zu folgen.
Wenn sich der Maschinenkopf mit hoher Geschwindigkeit bewegt und präzise anhalten muss, um mit dem Schneiden eines neuen Merkmals zu beginnen, führt jede verbleibende Vibration oder Überschwingung („Klingeln“) zu einer Verzögerung – der Einschwingzeit –, bevor der Laser präzise feuern kann. Diese Verzögerung wirkt sich katastrophal auf die Zykluszeiten aus. Das Bewegungssystem muss kritisch gedämpft werden, um sofort „leise“ Stopps zu erreichen.
Umgekehrt erfordern Vorgänge wie feines Gravieren oder Schweißen an empfindlichen Materialien eine butterweiche Bewegung bei sehr niedrigen Geschwindigkeiten, ohne Rast- oder Drehmomentschwankungen, die sichtbare Artefakte im fertigen Produkt verursachen könnten.
Die Auslösung des Laserpulses (Pulsfrequenz, Leistung) muss perfekt mit der exakten Position des Bewegungssystems synchronisiert sein. Dies erfordert ein deterministisches Echtzeitnetzwerk zwischen der Steuerung und dem Servo, in dem die Datenpaket-Übermittlungszeit garantiert und minimal ist, typischerweise unter 1 Millisekunde.
Das integrierte Design geht direkt auf alle oben genannten Anforderungen ein und übertrifft diese und bietet eine Reihe von Vorteilen, die diskrete Servosysteme nicht bieten können.
Durch den Wegfall der langen Motor-Antriebs-Stromkabel und separaten Encoder-Rückkopplungsschleifen herkömmlicher Systeme reduzieren integrierte Servomotoren die elektrische Induktivität und Signalübertragungsverzögerungen drastisch. Der Antrieb, der nur wenige Zentimeter von den Motorwicklungen entfernt sitzt, kann Strom mit extremer Geschwindigkeit zuführen und modulieren. Dies führt zu einer deutlich höheren Geschwindigkeit und Positionsregelkreisbandbreite, wodurch die Steuerung Fehler schneller korrigieren kann. Das Ergebnis ist ein geringerer Schleppfehler, eine überlegene Konturgenauigkeit bei hohen Geschwindigkeiten und die Fähigkeit, die aggressiven Beschleunigungsprofile zu bewältigen, die von moderner Verschachtelungssoftware gefordert werden.
Der verkürzte elektrische Weg und optimierte Regelalgorithmen erhöhen die Servosteifigkeit . Das System verhält sich mechanisch steifer und widersteht einer Verformung durch Schnittkräfte (bei Hybrid-Laser-Stanzmaschinen) oder externen Störungen. Darüber hinaus vermeidet das integrierte Design den „Kabelpeitschen“-Effekt und die damit verbundenen Induktivitätsänderungen langer Motorkabel, die zu Resonanzpunkten führen können, die die Servoabstimmung destabilisieren.
Durch die Reduzierung der Anzahl separater Komponenten (Motor, Antrieb, Encoderkabel, Leistungskabel) werden potenzielle Fehlerquellen direkt reduziert. Es gibt keine separaten Antriebsschränke, die gekühlt werden müssen, und keine sperrigen Mehrfachkabelbäume, die verlegt und gewartet werden müssen. Diese Konsolidierung spart wertvollen Platz innerhalb des Lasermaschinenrahmens und ermöglicht sauberere Designs und einen einfacheren Wartungszugang. Die robuste All-in-One-Konstruktion ist von Natur aus widerstandsfähiger gegen die bei der Laserbearbeitung üblichen Umweltverschmutzungen wie Staub, Rauch und geringfügige Vibrationen.
Die Installation beschränkt sich auf die Montage des Motors und den Anschluss zweier Kabel: Strom und Kommunikation. Dies reduziert die Montagezeit der Maschine und die Fehler bei der Verkabelung erheblich. Die integrierte Intelligenz sorgt für umfassende Onboard-Diagnose . Wir können Echtzeitparameter wie Motortemperatur, Drehmomentabgabe, Vibrationsspektren und kumulierte Betriebsstunden direkt über die Firmware des Servos überwachen und so eine vorausschauende Wartung und schnelle Fehlerbehebung ermöglichen.
Der integrierte Servomotor kommuniziert über ein standardmäßiges, aber deterministisches Echtzeit-Industrie-Ethernet-Protokoll . Dadurch kann die Laser-CNC-Steuerung Flugbahnbefehle senden und eine präzise Positionsrückmeldung auf derselben Zeitachse im Mikrosekundenbereich erhalten. Es kann gleichzeitig ein synchronisiertes „Laserfeuer“-Signal an die Laserquelle senden und so sicherstellen, dass jeder Impuls sein beabsichtigtes Ziel trifft, unabhängig von der Geschwindigkeit oder dem Beschleunigungszustand der Achse. Dies ist von grundlegender Bedeutung für Präzisionsperforation, Vektormarkierung und schnelles Schweißen.
Bei der Auswahl eines integrierten Servomotors für eine Lasermaschine bewerten wir eine Matrix präziser technischer Spezifikationen, die über die grundlegenden Leistungsangaben hinausgehen.
Das kontinuierliche Drehmoment bestimmt die Fähigkeit des Motors, die Bewegung gegen konstante Belastungen wie Reibung und Gravitationskräfte (in Z-Achsen) aufrechtzuerhalten. Das Spitzendrehmoment , das oft zwei- bis dreimal höher ist, ist das kurzzeitige Drehmoment, das zum Beschleunigen und Abbremsen zur Verfügung steht. Dieses Verhältnis ist entscheidend für das Erreichen einer hohen Dynamik ohne Überhitzung.
Die des Motors Rotorträgheit muss entsprechend auf die reflektierte Trägheit der angetriebenen Last (Kugelumlaufspindel, Zahnstange und Ritzel, Linearmotor-Forcer) abgestimmt sein. Für eine optimale dynamische Leistung und Stabilität streben wir typischerweise ein Trägheitsfehlanpassungsverhältnis (Lastträgheit / Rotorträgheit) zwischen 1:1 und 10:1 an. Integrierte Servos verfügen häufig über Rotoren mit geringer Trägheit, die speziell für eine hohe Dynamik ausgelegt sind.
Die absolute Auflösung des Encoders ist von größter Bedeutung. Auflösungen von 20 Bit pro Umdrehung (1.048.576 Counts) oder höher sind mittlerweile Standard. Dies liefert die granularen Positionsdaten, die für eine reibungslose Geschwindigkeitssteuerung und eine ultrafeine Positionierung erforderlich sind, was sich direkt in glatteren Schnittkanten und feineren Gravurdetails niederschlägt.
Die Servoaktualisierungsrate oder die Frequenz, mit der der Antrieb seine Strom-, Geschwindigkeits- und Positionsregelkreise schließt, beträgt bei integrierten High-End-Servos typischerweise 62,5 Mikrosekunden (16 kHz) oder schneller. Diese schnelle interne Verarbeitung, gepaart mit einer Netzwerkzykluszeit von weniger als einer Millisekunde, ermöglicht die hohe Bandbreite und Reaktionsfähigkeit.
Integrierte Designs müssen die Wärme sowohl von den Motorwicklungen als auch von der Leistungselektronik des Antriebs ableiten. Wir suchen nach Designs mit effizienten Wärmepfaden , oft durch das Motorgehäuse, und integrierten Wärmesensoren , die dem Controller eine genaue Rückmeldung der Wicklungstemperatur liefern, um eine proaktive Überlastung zu verhindern.
Die Netzwerkarchitektur ist das Nervensystem der Lasermaschine. Integrierte Servomotoren sind zentrale Knotenpunkte dieses Netzwerks.
Das vorherrschende Protokoll ist EtherCAT , das aufgrund seiner außergewöhnlichen Leistung, Flexibilität und präzisen verteilten Taktsynchronisation beliebt ist. In einer typischen Topologie fungiert die CNC-Steuerung als EtherCAT-Master. Ein einziges Ethernet-Kabel verbindet den Controller mit dem ersten integrierten Servo (z. B. X-Achse), dann mit dem zweiten (Y-Achse), dann mit dem optionalen dritten (Z-Achse) und schließlich mit dem Laserquellen-Controller und allen E/A-Anschlüssen. Dadurch entsteht ein hochgradig deterministisches Netzwerk mit geringem Overhead, in dem alle Achsenbefehle und Laserbefehle synchronisiert innerhalb eines einzigen Kommunikationszyklus, oft in weniger als 500 Mikrosekunden, übermittelt werden.
Alternative Protokolle wie PROFINET IRT und Mitsubishis SSCNET bieten ebenfalls den erforderlichen Determinismus. Die Wahl hängt oft vom Ökosystem der gewählten CNC-Steuerung ab. Der Schlüssel liegt in der nahtlosen, synchronen Integration aller Bewegungs- und Prozessachsen in einen einzigen Regelkreis.
Die Überlegenheit der integrierten Servotechnologie zeigt sich im gesamten Spektrum der Lasermaschinen.
Bei Flachbett-Blechschneidern erfordern die X- und Y-Portalachsen enorme Beschleunigungen, um durch komplizierte Teilegeometrien zu navigieren. Integrierte Servos auf Zahnstangen- oder linearen Direktantriebssystemen sorgen für die nötige Dynamik. Beim 3D-Schneiden von Rohren oder Formteilen sorgen zusätzlich integrierte Drehachsen (A, B, C) für eine präzise, synchronisierte Drehung des Werkstücks.
Diese Anwendungen erfordern ein Höchstmaß an Laufruhe und Positionsgenauigkeit bei niedriger Geschwindigkeit, um fehlerfreie Texte, Logos oder Datamatrix-Codes zu erstellen. Die reduzierten Vibrationen und das hochauflösende Feedback der integrierten Servos eliminieren „Jitter“ in der Markierung.
Eine gleichbleibende Schweißqualität erfordert eine perfekt gleichmäßige Verfahrgeschwindigkeit und eine präzise Abstimmung mit der Laserleistungsmodulation. Das deterministische Netzwerk eines integrierten Servosystems sorgt dafür, dass die Schweißbaddynamik durch exakte Positionsdaten gesteuert wird.
Beim Metall-3D-Druck werden der Recoater-Klingenmechanismus und oft auch die Laser-Scanning-Galvanometer durch integrierte Servotechnologie angetrieben, um Schichtkonsistenz und präzise Energieabscheidung zu gewährleisten.
Die Entwicklung integrierter Servomotoren für Lasermaschinen geht weiter in Richtung tieferer Intelligenz und Funktionsintegration. Wir machen Fortschritte bei der Integration der Zustandsüberwachung , bei der Schwingungsanalysealgorithmen direkt auf dem Prozessor des Servoantriebs ausgeführt werden, um Lagerausfälle vorherzusagen. Die Analyse des Energieverbrauchs wird zum Standard und ermöglicht es Herstellern, Prozesse im Hinblick auf Nachhaltigkeit zu optimieren. Die Konvergenz mit der Direktantriebs-Linearmotortechnologie in einem integrierten Paket macht mechanische Übertragungselemente vollständig überflüssig und verschiebt die Grenzen von Geschwindigkeit und Genauigkeit noch weiter. Schließlich ermöglicht die Implementierung von KI-basierten Tuning-Algorithmen dem Servo, seine Tuning-Parameter automatisch in Echtzeit an die sich ändernde Lastdynamik und den Maschinenzustand anzupassen und so eine optimale Leistung während des gesamten Lebenszyklus der Maschine und bei allen Verarbeitungsaufgaben zu gewährleisten.
Im Wesentlichen hat sich der integrierte Servomotor von einer Komponente zum intelligenten kinetischen Kern der modernen Lasermaschine entwickelt. Die Kombination aus High-Fidelity-Mechanik, Hochgeschwindigkeits-Leistungselektronik und deterministischer Vernetzung liefert die kompromisslose Leistung, die die heutigen Fertigungsstandards für Geschwindigkeit, Präzision und Zuverlässigkeit definiert. Durch den Einsatz dieser Technologie sichern sich Maschinenbauer und Endanwender einen grundlegenden Vorsprung bei Produktivität und Teilequalität und positionieren sich an der Spitze der industriellen Laserbearbeitungsfähigkeiten.




























































