日本語

一か八かの精密さが求められるレーザー材料加工の世界では、モーション コントロール システムの進化が重大な岐路に達しています。より高いスループット、ミクロンレベルの精度、そして揺るぎない信頼性の追求により、 統合型サーボモーターという主要な技術ソリューションが誕生しました。産業オートメーション向けの高度なモーション システムの専門家として、当社は統合サーボ モーター テクノロジーの徹底的な調査を提供し、最新のレーザー切断、彫刻、溶接、およびマーキング システムの明白な原動力としてのその役割を詳しく分析します。このリソースでは、これらのモーターを単なるコンポーネントではなく、レーザー マシンのパフォーマンスを定義する中核にするアーキテクチャ、運用上の優位性、および特定の統合プロトコルについて詳しく説明します。
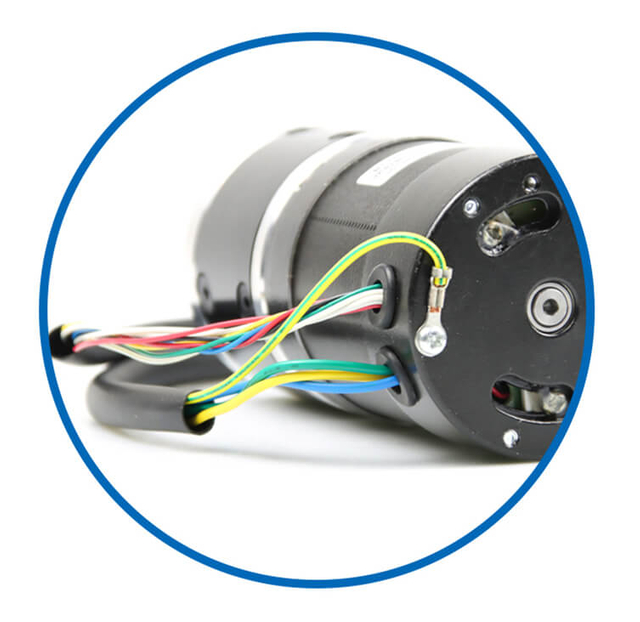
中国で 13 年の実績を持つプロのブラシレス DC モーター メーカーとして、Jkongmotor は、33 42 57 60 80 86 110 130mm を含む、カスタマイズされた要件のさまざまな BLDC モーターを提供しています。さらに、ギアボックス、ブレーキ、エンコーダー、ブラシレス モーター ドライバー、統合ドライバーはオプションです。
 |
 |
 |
 |
 |
プロフェッショナルなカスタム ブラシレス モーター サービスは、お客様のプロジェクトや機器を保護します。
|
| ワイヤー | カバー | ファン | シャフト | 統合ドライバー | |
 |
 |
 |
 |
 |
|
| ブレーキ | ギアボックス | アウトローター | コアレスDC | ドライバー |
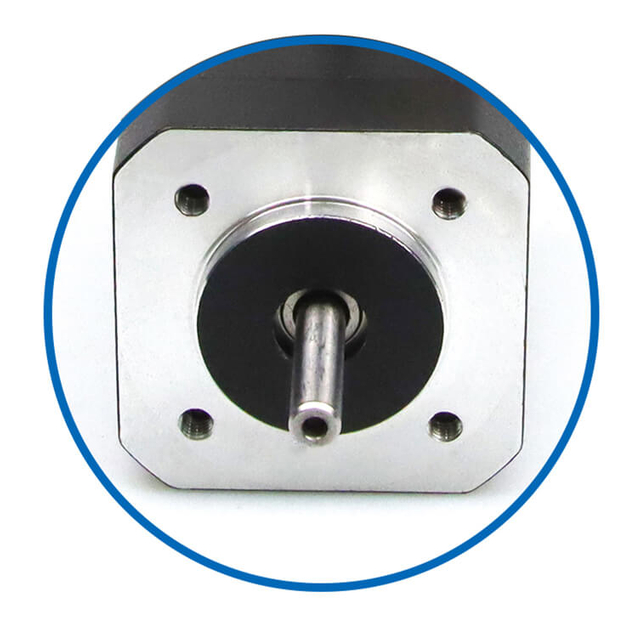
Jkongmotor は、モーターにさまざまなシャフトのオプションを提供するだけでなく、モーターをアプリケーションにシームレスに適合させるカスタマイズ可能なシャフトの長さも提供します。
 |
 |
 |
 |
 |
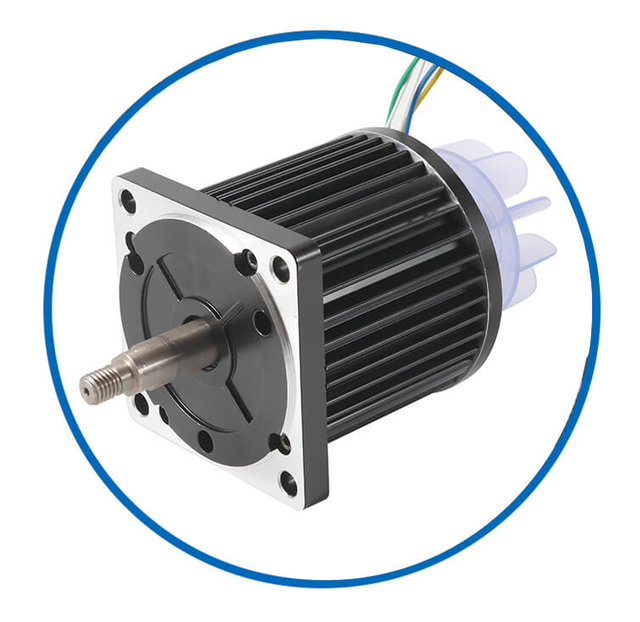
プロジェクトに最適なソリューションを提供する多様な製品とオーダーメイドのサービス。
1.モーターはCE Rohs ISO Reach認証に合格しました 2. 厳格な検査手順により、すべてのモーターの一貫した品質が保証されます。 3. 高品質の製品と優れたサービスを通じて、jkongmotor は国内市場と国際市場の両方で確固たる足場を確保しています。 |
| 滑車 | 歯車 | シャフトピン | ねじ軸 | クロスドリルシャフト | |
 |
 |
 |
 |
 |
|
| アパート | キー | アウトローター | ホブシャフト | ドライバー |
「という用語は統合サーボ モーター」、個別のコンポーネントの集合から統合されたインテリジェントな電気機械システムへの移行という、モーション制御における大幅なアーキテクチャの変化を意味します。そのアーキテクチャを定義することは、綿密に設計されたパワー、精度、処理の収束を分析することです。私たちは、このアーキテクチャを単純なアセンブリとしてではなく、高度なが要求するパフォーマンスに不可欠な機能層の階層的な統合として説明します。 レーザー機械.
物理レベルでは、統合により従来の境界が排除されます。このアーキテクチャは、単一のハウジングに融合された 3 つの主要な機械サブシステムと電磁サブシステムで構成されています。
これが原動力です。当社では、 スロットレスまたはスロット付きステーター設計を採用しています。ローターには トルク密度を最大化し、コギングトルクを最小限に抑えるために、精密に巻かれた高級 希土類永久磁石(通常はネオジム鉄ボロン) が採用されています。 、目標の速度対トルク特性に合わせて最適化された特定の極数 (通常は 4、6、または 8 極) で配置された電磁回路は、レーザー輪郭加工に必要なマイクロ秒レベルのトルク応答の前提条件である極めて高い電流スルーレートを可能にするために、インダクタンスを最小限に抑えるように設計されています。モーターケーシングは単なるカバーではありません。これは 構造的な熱導管であり、特定のヒートシンクまたは強制空冷との互換性のために最適化されたフィンまたは滑らかな表面で設計されています。
この要素はモーターをブラインドアクチュエーターから精密機器に変えます。は、密封されたハウジング内のモータ シャフトの非駆動端に物理的に取り付けられています 絶対位置エンコーダ。当社では好みます。 光学式エンコーダ または 磁気エンコーダ技術を 、電源投入時に真の絶対位置を提供できる統合は直接かつインラインで行われます。エンコーダ ディスクはモーター シャフトに取り付けられ、読み取りヘッドはモーター エンドベルに固定されます。この配置には、いくつかの重要な利点があります。
機械的バックラッシュの排除: モーターシャフトと別個のエンコーダーの間にカップリングがないため、コンプライアンスと潜在的なエラーの原因が排除されます。
最高の環境シール: フィードバック システムはモーターと同じ IP 定格のハウジング内で保護されており、レーザーで生成された微粒子、油、または冷却剤による汚染から安全です。
最適な信号整合性: 検出素子から初期信号調整までの経路が非常に短いため、電気ノイズの影響を受けにくくなります。
これは統合コンセプトの頂点を表します。当社では、パワー エレクトロニクスと制御ロジックをモジュールにパッケージ化し、モーターのコネクタ ハウジングに直接取り付けるか、コンフォーマル コーティングを施してモーター フレームの延長後部内に取り付けます。このモジュールには以下が含まれます。
電力段:高周波スイッチング用の で構成された 絶縁ゲート バイポーラ トランジスタ (IGBT) または高度な 窒化ガリウム (GaN) MOSFET この段は、DC バス電圧を PMSM 巻線の駆動に必要な三相 AC に変換します。
制御プロセッサ: 高速 デジタル信号プロセッサ (DSP) または ARM Cortex-M シリーズ マイクロコントローラは、複雑なリアルタイム制御アルゴリズムを実行します。これらには、 フィールド指向制御 (FOC) 電流ループ、速度ループ、および位置ループが含まれ、多くの場合、16 kHz 以上の組み合わせサーボ更新レートで実行されます。
通信インターフェイス: リアルタイム産業用イーサネット プロトコル (EtherCAT、PROFINET IRT) の物理層が、必要なネットワーク PHY およびコントローラーとともにここに実装されています。
このアーキテクチャは、物理的な統合によって可能になる、密結合された制御階層上で動作します。この階層は、シームレスなサイバー物理システムとして機能します。
これは最も内側の最速のループであり、統合ドライブのプロセッサ上で実行されます。を介して実際の相電流を測定し シャント抵抗器 または ホール効果電流センサー、それらをトルク要求 (速度ループの出力) と比較し、マイクロ秒以内にパワー トランジスタへの PWM 信号を調整します。正確な FOC により、アンペアあたりの最大トルクとあらゆる速度でのスムーズな動作が保証されます。ここでは、駆動出力端子とモーター端子の間のモーターリードの長さを短くすることが重要であり、制御の安定性を低下させる可能性のある電圧スパイクやリンギングを最小限に抑えます。
このループは、指令された速度 (中央 CNC の軌道ジェネレーターから) を取得し、それを超高解像度エンコーダーのフィードバックから得られた速度と比較します。電流ループにトルク指令を出力します。遅延や補間誤差が無視できる程度の統合されたエンコーダ フィードバックによって得られる高帯域幅により、このループを非常に積極的に調整することができ、その結果、非常に厳密な速度調整が可能になります。
この外側のループは、機械の CNC と連携して動作します。 CNC の補間器は、ネットワーク サイクル レートで正確な位置設定値を送信します。統合されたサーボのコントローラーはこれを実際の絶対位置と比較します。組み込みエンコーダの非常に細かい分解能 (例: 23 ビット、つまり 8,388,608 カウント/回転) により、これらの設定値を驚異的にスムーズに追従でき、追従エラーを最小限に抑えます。この直接的で忠実度の高い位置測定により、レーザー焦点をミクロンレベルの再現性で配置できるようになります。
このアーキテクチャは、マシンの制御ネットワークに論理的に拡張されます。統合されたサーボ モーターはパッシブ ノードではなく、 リアルタイム モーション バス上のアクティブ コミュニケータです。.
最新の統合サーボは、多くの場合、 ハイブリッド ケーブル システム または シングル ケーブル テクノロジーを採用しています。この 1 本のケーブルで、高電圧 DC バス電源 (たとえば、24 ~ 96 VDC または 320 ~ 800 VDC) と全二重のリアルタイム イーサネット通信データの両方を伝送します。これにより機械の配線が大幅に簡素化されます。
統合ドライブのファームウェアには、完全な EtherCAT スレーブ コントローラー (ESC) または同等のハードウェア コアが含まれています。この専用ハードウェアは、ソフトウェアではなくハードウェアで EtherCAT フレーム処理を管理し 、ミリ秒未満の確定的なサイクル タイムを保証します。サーボのパラメータ (位置、速度、トルク、ステータス、障害、温度) は、 プロセス データ オブジェクト (PDO)にマッピングされます。 各サイクルで自動的に更新される特定のこれにより、CNC マスターは実際の位置を読み取り、ほぼゼロのジッターで新しいコマンド位置を書き込むことができます。これは、レーザー発射を軸位置と同期させるための交渉の余地のない要件です。
最後の重要なアーキテクチャ要素は、熱データと診断データの統合管理です。センサーは、統合アセンブリ全体に戦略的に組み込まれています。
ステータ サーミスタまたは PT100 センサーは モーター巻線に埋め込まれており、巻線温度を直接測定できます。
パワーステージ温度センサー はドライブモジュールのヒートシンクに取り付けられています。
ベアリングの状態を監視するために、振動センサー (加速度計) が組み込まれる場合があります。
このセンサー データはドライブのプロセッサーによってローカルで処理され、サーボのの一部としてネットワーク上で利用できるようになります サービス データ オブジェクト (SDO)。これにより、 高度な状態ベースの監視 と 予知保全 戦略が可能になり、機械コントローラーがモーターの温度傾向を記録したり、振動レベルの上昇を検出したり、障害が発生する前に過熱のリスクを事前に警告したりできます。
したがって、のアーキテクチャは、この レーザー機械用の統合サーボ モーター によって定義されます 多層の相乗効果。
物理的相乗効果: モーター、フィードバック、ドライブがハウジングを共有することで、サイズが最小化され、中間接続が排除され、堅牢性が向上します。
制御相乗効果: パワーステージ、電流センサー、モーター位相間の信号経路が非常に短いため、前例のない高い制御帯域幅と剛性が可能になります。
データシナジー: 超高解像度のダイレクトシャフトフィードバックは制御ループに完璧なデータを提供し、決定論的ネットワークはこのデータをマスターコントローラーおよびレーザーソースとシームレスに同期します。
熱/診断の相乗効果: 内蔵センサーがユニットの動作状態の一貫したモデルを作成し、インテリジェンスと先制管理を可能にします。
このアーキテクチャは、単なるパッケージングの選択ではありません。これは、分散システムの制限を解決する根本的なリエンジニアリングです。を提供します。 高い動的応答、ピンポイント精度、動作信頼性、および診断インテリジェンス 次世代レーザー加工装置の決定的な要件である、統合サーボ モーターは、アーキテクチャ的には、単一の最適化されたコンポーネントとして設計された完全なモーション サブシステムです。
理由を理解するには 一体型サーボモーターがレーザー用途に特に適している 、まずレーザー機械の運動学の譲れない要件を分析する必要があります。
最新のレーザー加工、特に板金切断や高速彫刻では、フィーチャー間の素早い移動と、高い送り速度で複雑な輪郭に追従する能力が求められます。これには、非生産的な移動時間を最小限に抑え、マシンのスループットを最大化するために、多くの場合 1 G を超える優れた加速と減速が可能なモーターが必要です。
レーザーカットエッジの品質、微細彫刻マーキングの忠実度、または溶接シームの一貫性は、レーザー焦点をミクロンレベルの精度で位置決めする機械の能力によって直接決まります。以下のような誤差や振動、位置ずれが発生すると不良品の原因となります。モーション システムは、外乱を排除し、指令された軌道に完全に従うために、非常に高い帯域幅と剛性を提供する必要があります。
マシンヘッドが高速で移動し、新しいフィーチャの切断を開始するために正確に停止する必要がある場合、残留振動やオーバーシュート (「リンギング」) によって、レーザーが正確に発射できるようになるまでに遅延 (整定時間) が生じます。この遅延はサイクル時間に壊滅的な影響を与えます。瞬時に「静かな」停止を実現するには、モーション システムを大幅に減衰させる必要があります。
逆に、精密な彫刻やデリケートな素材の溶接などの作業では、完成品に目に見えるアーチファクトを引き起こす可能性のあるコギングやトルクリップルのない、非常に低速での滑らかな動きが必要です。
レーザーパルスの発射(パルス周波数、出力)は、モーションシステムの正確な位置と完全に同期する必要があります。これには、コントローラとサーボの間に確定的なリアルタイム ネットワークが必要です。データ パケットの配信時間は保証されており、通常は 1 ミリ秒未満です。
統合された設計は、上記のあらゆる要求に直接対応し、それを上回り、ディスクリート サーボ システムでは匹敵できない一連の利点を提供します。
従来のシステムにあった長いモーターとドライブ間の電源ケーブルと個別のエンコーダーフィードバックループを排除することで、 統合されたサーボモーターは 電気インダクタンスと信号伝送遅延を大幅に削減します。ドライブはモーター巻線からわずか数センチメートルのところにあり、極めて高速に電流を印加して変調することができます。これにより、速度と位置ループの帯域幅が大幅に向上し、コントローラーがエラーをより速く修正できるようになります。その結果、追従誤差がより厳しくなり、高速での輪郭精度が向上し、最新のネスティング ソフトウェアが要求する強力な加速プロファイルを処理できるようになります。
電気経路の短縮と制御アルゴリズムの最適化により、 サーボ剛性が向上しました。このシステムは、より優れた機械的剛性で動作し、切削力 (ハイブリッド レーザー パンチ マシン) や外部外乱によるたわみに耐えます。さらに、統合された設計により、サーボ調整を不安定にする共振点を引き起こす可能性がある、長いモーターケーブルに伴う「ケーブルホイップ」効果とそれに伴うインダクタンスの変化が回避されます。
個別のコンポーネント (モーター、ドライブ、エンコーダー ケーブル、電源ケーブル) の数を減らすと、潜在的な障害点が直接減少します。冷却が必要な個別のドライブ キャビネットや、配線や保守に必要なかさばるマルチ ケーブル ハーネスはありません。この統合により、レーザー機械フレーム内の貴重なスペースが節約され、よりクリーンな設計と簡単なサービスアクセスが可能になります。堅牢なオールインワン構造は本質的に、塵、煙、軽微な振動など、レーザー加工で一般的な環境汚染物質に対する耐性が優れています。
設置は、モーターの取り付けと、電源と通信の 2 本のケーブルの接続だけです。これにより、機械の組み立て時間と配線ミスが大幅に減少します。統合されたインテリジェンスは、包括的な オンボード診断を提供します。モーター温度、トルク出力、振動スペクトル、累積動作時間などのリアルタイムパラメーターをサーボのファームウェアから直接監視できるため、予知保全や迅速なトラブルシューティングが可能になります。
統合されたサーボ モーターは、標準的でありながら 確定的なリアルタイム産業用イーサネット プロトコルを介して通信します。これにより、レーザー CNC コントローラーは軌道コマンドを送信し、同じマイクロ秒スケールのタイムラインで正確な位置フィードバックを受信できるようになります。同時に同期した「レーザー発射」信号をレーザー源に送信し、軸の速度や加速状態に関係なく、すべてのパルスが意図したターゲットに確実に到達するようにします。これは、精密な穿孔、ベクトルマーキング、およびオンザフライ溶接の基本です。
を選択する際には レーザー加工機用の統合サーボ モーター、基本的な出力定格を超えた正確な技術仕様のマトリックスを評価します。
連続 トルク により、摩擦や重力 (Z 軸) などの一定の負荷に対してモーターが動作を維持できるかどうかが決まります。ピーク トルク は、多くの場合 2 ~ 3 倍高く、加速および減速に利用できる短期間のトルクです。この比率は、過熱することなく高い動的パフォーマンスを達成するために重要です。
モーターの ローター慣性は 、駆動負荷 (ボールねじ、ラックアンドピニオン、リニアモーターフォーサー) の反射慣性と適切に一致する必要があります。最適な動的性能と安定性を実現するには、通常、慣性ミスマッチ比 (負荷慣性 / ローター慣性) を 1:1 ~ 10:1 にすることを目標とします。統合サーボは、多くの場合、高い動的応答のために特別に設計された低慣性ローターを備えています。
絶対 エンコーダの分解能は 最も重要です。 1 回転あたり 20 ビット (1,048,576 カウント) 以上の分解能が標準になりました。これにより、スムーズな速度制御と超微細な位置決めに必要な詳細な位置データが提供され、よりスムーズな切断エッジとより微細な彫刻の詳細に直接変換されます。
サーボ 更新レート、つまりドライブが電流、速度、位置制御ループを閉じる周波数は、ハイエンドの統合サーボでは通常 62.5 マイクロ秒 (16 kHz) 以上です。この高速な内部処理とミリ秒未満のネットワーク サイクル タイムが組み合わされて、高帯域幅と応答性が可能になります。
統合設計では、モーター巻線とドライブのパワーエレクトロニクスの両方から熱を放散する必要があります。当社ではを備えた設計を探してい 熱経路と、プロアクティブな過負荷防止のためにコントローラーに正確な巻線温度フィードバックを提供する統合型、多くの場合モーターハウジングを通る効率的な 熱センサー ます。
ネットワーク アーキテクチャはレーザー マシンの神経系です。 統合されたサーボ モーター は、このネットワークの中心ノードです。
主要なプロトコルは EtherCATで、その優れたパフォーマンス、柔軟性、正確な分散クロック同期により好まれています。一般的なトポロジでは、CNC コントローラが EtherCAT マスターとして機能します。 1 本のイーサネット ケーブルで、コントローラーから最初の統合サーボ (X 軸など)、次に 2 番目 (Y 軸)、次にオプションの 3 番目 (Z 軸)、そして最後にレーザー ソース コントローラーと任意の I/O 端子にデイジーチェーン接続されます。これにより、すべての軸コマンドとレーザー コマンドが 1 つの通信サイクル内 (多くの場合 500 マイクロ秒未満) で同期して配信される、決定性の高い低オーバーヘッドのネットワークが構築されます。
などの代替プロトコル PROFINET IRT や 三菱 SSCNET も、必要な決定性を提供します。多くの場合、選択は、選択した CNC コントローラーのエコシステムによって決まります。重要なのは、 シームレスかつ同期的に統合することです。 すべてのモーション軸とプロセス軸を単一の制御ループに
統合サーボ技術の優位性は、レーザー機械のあらゆる分野に現れています。
フラットベッド板金カッターの場合、複雑な部品形状をナビゲートするために X および Y ガントリー軸に猛烈な加速が必要です。ラックアンドピニオンまたはリニア ダイレクト ドライブ システムに統合されたサーボが、必要なダイナミズムを提供します。チューブまたは成形部品の 3D 切断の場合、追加の統合回転軸 (A、B、C) により、ワークピースの正確な同期回転が実現します。
これらのアプリケーションでは、完璧なテキスト、ロゴ、またはデータ マトリックス コードを作成するために、究極の低速滑らかさと位置精度が必要です。統合サーボの低減された振動と高解像度フィードバックにより、マークの「ジッター」が排除されます。
一貫した溶接品質には、完全に均一な移動速度とレーザー出力変調との正確な調整が必要です。統合サーボ システムの決定論的ネットワークにより、溶接池のダイナミクスが正確な位置データによって確実に制御されます。
金属 3D プリンティングでは、層の一貫性と正確なエネルギーの付与を確保するために、リコータ ブレードの機構と多くの場合、レーザー スキャン検流計が統合されたサーボ テクノロジーによって駆動されます。
の進化は、 レーザー機械用統合サーボモーター より深いインテリジェンスと機能統合に向けて続いています。当社はに向けて前進しています。 状態監視の統合、振動解析アルゴリズムをサーボ ドライブのプロセッサ上で直接実行してベアリングの故障を予測する、 エネルギー消費分析は 標準になりつつあり、メーカーは持続可能性を目指してプロセスを最適化できるようになりました。統合パッケージ内のとの融合により ダイレクト ドライブ リニア モーター技術 、機械的な伝達要素が完全に排除され、速度と精度の限界がさらに押し上げられます。最後に、 の実装により、 AI ベースのチューニング アルゴリズム 変化する負荷ダイナミクスとマシンの状態に基づいてサーボがリアルタイムでチューニング パラメータを自動的に調整できるようになり、マシンのライフサイクル全体およびすべての処理タスクにわたって最適なパフォーマンスが保証されます。
本質的に、統合サーボ モーターは、コンポーネントから インテリジェントな運動コアに移行しました。 最新のレーザー マシンの高忠実度の機構、高速パワー エレクトロニクス、決定論的ネットワークの融合により、速度、精度、信頼性に関する今日の製造基準を定義する妥協のないパフォーマンスが実現します。このテクノロジーを採用することで、機械製造業者とエンドユーザーは生産性と部品の品質において基本的な優位性を確保し、産業用レーザー加工能力の最前線に立つことができます。




























































