Italiano
Visualizzazioni: 0 Autore: Jkongmotor Orario di pubblicazione: 2025-12-26 Origine: Sito

Nel mondo ad alto rischio e basato sulla precisione della lavorazione laser dei materiali, l’evoluzione dei sistemi di controllo del movimento ha raggiunto un punto critico. La ricerca di una maggiore produttività, precisione a livello di micron e affidabilità infallibile ha dato origine a una soluzione tecnologica dominante: il servomotore integrato . In qualità di specialisti in sistemi di movimento avanzati per l'automazione industriale, forniamo questo esame esaustivo della tecnologia dei servomotori integrati, analizzando il suo ruolo di inequivocabile centrale elettrica per i moderni sistemi di taglio laser, incisione, saldatura e marcatura. Questa risorsa descrive in dettaglio l'architettura, la superiorità operativa e i protocolli di integrazione specifici che rendono questi motori non semplicemente un componente, ma il nucleo determinante delle prestazioni delle macchine laser.
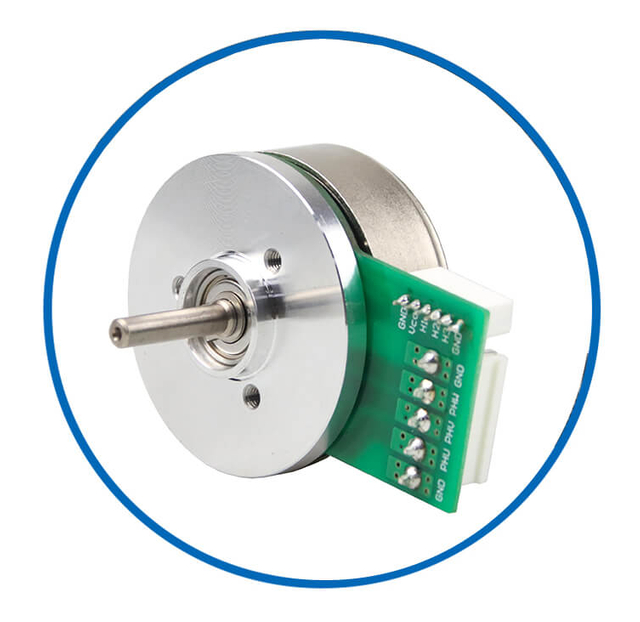
In qualità di produttore professionale di motori DC brushless con 13 anni in Cina, Jkongmotor offre vari motori BLDC con requisiti personalizzati, tra cui 33 42 57 60 80 86 110 130 mm, inoltre, riduttori, freni, encoder, driver per motori brushless e driver integrati sono opzionali.
 |
 |
 |
 |
 |
I servizi professionali personalizzati per motori brushless salvaguardano i tuoi progetti o apparecchiature.
|
| Fili | Copertine | Tifosi | Alberi | Driver integrati | |
 |
 |
 |
 |
 |
|
| Fren | Riduttori | Fuori rotori | DC senza nucleo | Driver |
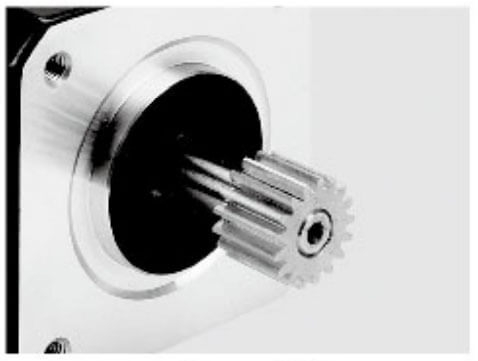
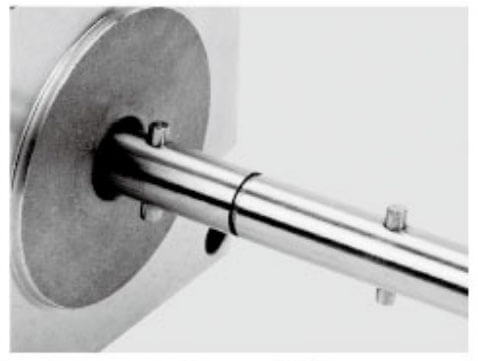
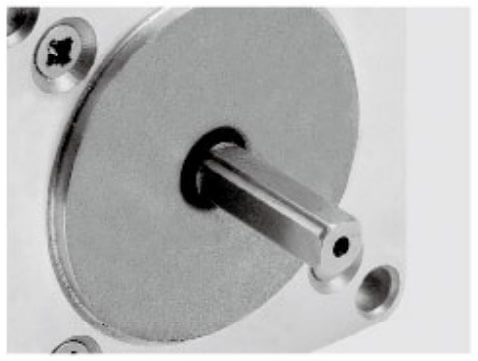
Jkongmotor offre molte opzioni di albero diverse per il tuo motore, nonché lunghezze dell'albero personalizzabili per adattare perfettamente il motore alla tua applicazione.
 |
 |
 |
 |
 |
Una gamma diversificata di prodotti e servizi su misura per trovare la soluzione ottimale per il vostro progetto.
1. I motori hanno superato le certificazioni CE Rohs ISO Reach 2. Procedure di ispezione rigorose garantiscono una qualità costante per ogni motore. 3. Attraverso prodotti di alta qualità e un servizio superiore, jkongmotor si è assicurata una solida posizione sia nei mercati nazionali che internazionali. |
| Pulegge | Ingranaggi | Perni dell'albero | Alberi a vite | Alberi forati a croce | |
 |
 |
 |
 |
 |
|
| Appartamenti | Chiavi | Fuori rotori | Alberi dentatori | Driver |
Il termine ' Servomotore integrato ' indica un profondo cambiamento architetturale nel controllo del movimento, passando da un insieme di componenti discreti a un sistema elettromeccanico unificato e intelligente. Definire la sua architettura significa analizzare una convergenza meticolosamente progettata di potenza, precisione ed elaborazione. Descriviamo questa architettura non come un semplice assemblaggio, ma come un'integrazione gerarchica di strati funzionali, ciascuno fondamentale per le prestazioni richieste dai macchinari laser avanzati.
A livello fisico, l’integrazione elimina i confini tradizionali. L'architettura comprende tre sottosistemi meccanici ed elettromagnetici primari fusi in un unico alloggiamento.
Questo è il motore principale. Utilizziamo uno statore senza slot o scanalato avvolto con precisione per massimizzare la densità di coppia e ridurre al minimo la coppia di cogging. Il rotore utilizza alta qualità magneti permanenti di terre rare di (tipicamente neodimio ferro boro) disposti in uno specifico numero di poli, comunemente 4, 6 o 8 poli, ottimizzati per la caratteristica velocità-coppia target. Il circuito elettromagnetico è progettato per un'induttanza minima per consentire velocità di rotazione della corrente estremamente elevate, un prerequisito per la risposta di coppia a livello di microsecondi necessaria nel contornamento laser. L'involucro del motore non è semplicemente una copertura; si tratta di un condotto termico strutturale , progettato con alettature ottimizzate o una superficie liscia per compatibilità specifica con dissipatore di calore o raffreddamento ad aria forzata.
Questo elemento trasforma il motore da attuatore per tapparelle in uno strumento di precisione. L' è montato fisicamente sull'estremità non di azionamento dell'albero motore, all'interno dell'alloggiamento sigillato encoder di posizione assoluto . Privilegiamo le tecnologie dell'encoder ottico o dell'encoder magnetico in grado di fornire la vera posizione assoluta all'accensione. L'integrazione è diretta e in linea: il disco dell'encoder è montato sull'albero del motore e la testina di lettura è fissata alla campana del motore. Questa disposizione offre diversi vantaggi critici:
Eliminazione del gioco meccanico: non è presente alcun accoppiamento tra l'albero motore e un encoder separato, eliminando così una fonte di conformità e potenziale errore.
Eccezionale tenuta ambientale: il sistema di feedback è protetto all'interno dello stesso alloggiamento con grado di protezione IP del motore, al sicuro dalla contaminazione da particolati, oli o liquidi refrigeranti generati dal laser.
Integrità ottimale del segnale: il percorso estremamente breve dall'elemento sensibile al condizionamento iniziale del segnale riduce al minimo la suscettibilità al rumore elettrico.
Ciò rappresenta l'apice del concetto di integrazione. Imballiamo l'elettronica di potenza e la logica di controllo in un modulo che si collega direttamente all'alloggiamento del connettore del motore o è rivestito in modo conforme e montato all'interno di una porzione posteriore estesa del telaio del motore. Questo modulo contiene:
Lo stadio di potenza: costruito con transistor bipolari a gate isolato (IGBT) o MOSFET avanzati al nitruro di gallio (GaN) per la commutazione ad alta frequenza, questo stadio converte la tensione del bus CC nella CA trifase richiesta per pilotare gli avvolgimenti PMSM.
Il processore di controllo: un ad alta velocità processore di segnale digitale (DSP) o un microcontrollore della serie ARM Cortex-M esegue i complessi algoritmi di controllo in tempo reale. Questi includono gli anelli di corrente del controllo ad orientamento di campo (FOC) , l'anello di velocità e l'anello di posizione, spesso funzionanti con una velocità di aggiornamento servo combinata di 16 kHz o superiore.
L'interfaccia di comunicazione: qui viene implementato il livello fisico per il protocollo Ethernet industriale in tempo reale (EtherCAT, PROFINET IRT), insieme al PHY di rete e al controller necessari.
L'architettura opera su una gerarchia di controllo strettamente accoppiata, resa possibile dall'integrazione fisica. Questa gerarchia funziona come un sistema cyber-fisico senza soluzione di continuità.
Questo è il ciclo più interno e più veloce, in esecuzione sul processore dell'unità integrata. Misura le correnti di fase effettive tramite resistori di shunt o sensori di corrente a effetto Hall , le confronta con la richiesta di coppia (che è l'uscita dell'anello di velocità) e regola il segnale PWM sui transistor di potenza in pochi microsecondi. Il FOC preciso garantisce la massima coppia per ampere e un funzionamento regolare a tutte le velocità. La breve lunghezza dei cavi del motore tra l'uscita del convertitore e i terminali del motore è fondamentale in questo caso, poiché riduce al minimo i picchi di tensione e gli squilli che possono compromettere la stabilità del controllo.
Questo ciclo prende la velocità comandata (dal generatore di traiettoria nel CNC centrale) e la confronta con la velocità derivata dal feedback dell'encoder ad altissima risoluzione. Invia un comando di coppia al circuito di corrente. L'elevata larghezza di banda offerta dal feedback dell'encoder integrato, con ritardo o errore di interpolazione trascurabili, consente a questo loop di essere sintonizzato in modo molto aggressivo, con conseguente regolazione della velocità estremamente rigida.
Questo ciclo esterno funziona di concerto con il CNC della macchina. L'interpolatore del CNC invia valori di riferimento di posizione precisi alla frequenza del ciclo di rete. Il controller del servo integrato confronta questo con la posizione assoluta effettiva. La risoluzione eccezionalmente precisa dell'encoder integrato (ad esempio, 23 bit o 8.388.608 conteggi/giro) consente un seguito straordinariamente fluido di questi setpoint, riducendo al minimo l'errore di inseguimento. Questa misurazione della posizione diretta e ad alta fedeltà è ciò che consente di posizionare il punto focale del laser con una ripetibilità a livello di micron.
L'architettura si estende logicamente alla rete di controllo della macchina. Il servomotore integrato non è un nodo passivo ma un comunicatore attivo su un bus di movimento in tempo reale.
I moderni servi integrati utilizzano spesso un sistema di cavi ibrido o una tecnologia a cavo singolo . Questo singolo cavo trasporta sia l'alimentazione del bus CC ad alta tensione (ad esempio, 24-96 V CC o 320-800 V CC) sia i dati di comunicazione Ethernet full-duplex in tempo reale. Ciò semplifica drasticamente il cablaggio della macchina.
Il firmware dell'unità integrata include un EtherCAT Slave Controller (ESC) completo o un core hardware equivalente. Questo hardware dedicato gestisce l' elaborazione dei frame EtherCAT nell'hardware, non nel software, garantendo tempi di ciclo deterministici inferiori al millisecondo. I parametri del servo (posizione, velocità, coppia, stato, guasti e temperatura) sono mappati in specifici Process Data Objects (PDO) che vengono aggiornati automaticamente in ogni ciclo. Ciò consente al master CNC di leggere la posizione effettiva e scrivere la nuova posizione di comando con un jitter prossimo allo zero, un requisito non negoziabile per sincronizzare l'accensione del laser con la posizione dell'asse.
Un ultimo elemento architettonico critico è la gestione integrata dei dati termici e diagnostici. I sensori sono strategicamente integrati in tutto l'assieme unificato:
Termistori statorici o sensori PT100 sono integrati negli avvolgimenti del motore per fornire una misurazione diretta della temperatura dell'avvolgimento.
I sensori di temperatura dello stadio di potenza sono montati sul dissipatore di calore del modulo convertitore.
sensori di vibrazione (accelerometri) per monitorare lo stato dei cuscinetti. È possibile incorporare
Questi dati del sensore vengono elaborati localmente dal processore dell'azionamento e resi disponibili sulla rete come parte dei Service Data Objects (SDO) del servo . Ciò consente un monitoraggio avanzato basato sulle condizioni e strategie di manutenzione predittiva , in cui il controller della macchina può registrare le tendenze della temperatura del motore, rilevare l’aumento dei livelli di vibrazione o avvisare preventivamente dei rischi di surriscaldamento prima che si verifichi un guasto.
Pertanto, l'architettura di un servomotore integrato per macchine laser è definita da questa sinergia multistrato :
Sinergia fisica: motore, feedback e azionamento condividono un alloggiamento, riducendo al minimo le dimensioni, eliminando le connessioni intermedie e migliorando la robustezza.
Sinergia di controllo: i percorsi del segnale estremamente brevi tra lo stadio di potenza, i sensori di corrente e le fasi del motore consentono una larghezza di banda e una rigidità di controllo senza precedenti.
Sinergia dei dati: il feedback diretto dell'albero ad altissima risoluzione fornisce dati impeccabili per i circuiti di controllo, mentre la rete deterministica sincronizza perfettamente questi dati con il controller principale e la sorgente laser.
Sinergia termica/diagnostica: i sensori integrati creano un modello coerente dello stato operativo dell'unità, consentendo intelligence e gestione preventiva.
Questa architettura non è semplicemente una scelta di packaging; si tratta di una reingegnerizzazione fondamentale che risolve i limiti dei sistemi distribuiti. Fornisce l' elevata risposta dinamica, la precisione millimetrica, l'affidabilità operativa e l'intelligenza diagnostica che sono i requisiti definitivi per la prossima generazione di apparecchiature di elaborazione laser. Il servomotore integrato è, dal punto di vista architettonico, un sottosistema di movimento completo progettato come un singolo componente ottimizzato.
Per comprendere perché i servomotori integrati sono particolarmente adatti per le applicazioni laser, dobbiamo prima analizzare i requisiti non negoziabili della cinematica delle macchine laser.
La moderna lavorazione laser, soprattutto nel taglio della lamiera o nell'incisione ad alta velocità, richiede spostamenti rapidi tra le caratteristiche e la capacità di seguire contorni complessi a velocità di avanzamento elevate. Ciò richiede motori capaci di accelerazioni e decelerazioni eccezionali, spesso superiori a 1 G, per ridurre al minimo i tempi di transito non produttivo e massimizzare la produttività della macchina.
La qualità di un bordo tagliato al laser, la fedeltà di una marcatura microincisa o la consistenza di un cordone di saldatura sono direttamente dettate dalla capacità della macchina di posizionare il punto focale del laser con una precisione a livello di micron. Qualsiasi errore successivo, vibrazione o ritardo di posizione provoca parti difettose. I sistemi di movimento devono fornire larghezza di banda e rigidità eccezionalmente elevate per respingere i disturbi e seguire perfettamente la traiettoria comandata.
Quando la testa della macchina si muove ad alta velocità e deve fermarsi con precisione per iniziare a tagliare un nuovo elemento, qualsiasi vibrazione residua o superamento ('suono') introduce un ritardo, il tempo di assestamento, prima che il laser possa sparare con precisione. Questo ritardo ha un impatto catastrofico sui tempi di ciclo. Il sistema di movimento deve essere smorzato in modo critico per ottenere arresti 'silenziosi' istantaneamente.
Al contrario, operazioni come l'incisione fine o la saldatura su materiali delicati richiedono un movimento estremamente fluido a velocità molto basse, senza cogging o ondulazioni di coppia che potrebbero causare artefatti visibili nel prodotto finito.
L'emissione dell'impulso laser (frequenza degli impulsi, potenza) deve essere perfettamente sincronizzata con l'esatta posizione del sistema di movimento. Ciò richiede una rete deterministica e in tempo reale tra il controller e il servo, dove il tempo di consegna del pacchetto dati è garantito e minimo, in genere inferiore a 1 millisecondo.
Il design integrato risponde direttamente e supera ogni esigenza sopra delineata, offrendo una serie di vantaggi che i servosistemi discreti non possono eguagliare.
Eliminando i lunghi cavi di alimentazione tra motore e azionamento e i circuiti di feedback separati dell'encoder dei sistemi tradizionali, i servomotori integrati riducono drasticamente l'induttanza elettrica e i ritardi di trasmissione del segnale. L'azionamento, situato a pochi centimetri dagli avvolgimenti del motore, può applicare e modulare la corrente con estrema rapidità. Ciò si traduce in una velocità significativamente più elevata e in una larghezza di banda dell'anello di posizione, consentendo al controller di correggere gli errori più rapidamente. Il risultato è un errore di inseguimento più stretto, una precisione di contornatura superiore alle alte velocità e la capacità di gestire i profili di accelerazione aggressivi richiesti dai moderni software di nesting.
Il percorso elettrico accorciato e gli algoritmi di controllo ottimizzati aumentano la rigidità del servo . Il sistema si comporta con maggiore rigidità meccanica, resistendo alla deflessione dovuta alle forze di taglio (nelle macchine ibride laser-punzonatrici) o ai disturbi esterni. Inoltre, il design integrato evita l'effetto 'frusta del cavo' e le variazioni di induttanza associate dei cavi motore lunghi, che possono introdurre punti di risonanza che destabilizzano la messa a punto del servo.
La riduzione del numero di componenti separati (motore, azionamento, cavi encoder, cavi di alimentazione) riduce direttamente i potenziali punti di guasto. Non sono presenti armadi di azionamento separati che necessitano di raffreddamento, né ingombranti cablaggi multicavo da instradare e manutenere. Questo consolidamento consente di risparmiare spazio prezioso all'interno del telaio della macchina laser, consentendo progetti più puliti e un accesso di manutenzione più semplice. La struttura robusta e all-in-one è intrinsecamente più resistente ai contaminanti ambientali comuni nella lavorazione laser, come polvere, fumo e vibrazioni minori.
L'installazione si riduce al montaggio del motore e al collegamento di due cavi: alimentazione e comunicazione. Ciò riduce drasticamente i tempi di assemblaggio della macchina e gli errori di cablaggio. L'intelligenza integrata fornisce una diagnostica di bordo completa . Possiamo monitorare parametri in tempo reale come temperatura del motore, coppia erogata, spettri di vibrazione e ore di funzionamento cumulative direttamente dal firmware del servo, consentendo la manutenzione predittiva e una rapida risoluzione dei problemi.
Il servomotore integrato comunica tramite un protocollo Ethernet industriale in tempo reale standard ma deterministico . Ciò consente al controller CNC del laser di inviare comandi di traiettoria e ricevere un feedback preciso sulla posizione sulla stessa linea temporale su scala di microsecondi. Può trasmettere simultaneamente un segnale sincronizzato di 'fuoco laser' alla sorgente laser, garantendo che ogni impulso raggiunga il bersaglio previsto, indipendentemente dalla velocità dell'asse o dallo stato di accelerazione. Ciò è fondamentale per la perforazione di precisione, la marcatura vettoriale e la saldatura al volo.
Quando selezioniamo un servomotore integrato per una macchina laser , valutiamo una matrice di specifiche tecniche precise oltre le potenze di base.
La coppia continua determina la capacità del motore di sostenere il movimento contro carichi costanti come l'attrito e le forze gravitazionali (nell'asse Z). La coppia di picco , spesso 2-3 volte superiore, è la coppia di breve durata disponibile per l'accelerazione e la decelerazione. Questo rapporto è fondamentale per ottenere prestazioni dinamiche elevate senza surriscaldamento.
del motore L’inerzia del rotore deve essere opportunamente adattata all’inerzia riflessa del carico azionato (vite a ricircolo di sfere, pignone e cremagliera, forzante del motore lineare). Per prestazioni dinamiche e stabilità ottimali, in genere puntiamo a un rapporto di disadattamento dell'inerzia (inerzia del carico/inerzia del rotore) compreso tra 1:1 e 10:1. I servi integrati sono spesso dotati di rotori a bassa inerzia progettati specificamente per un'elevata risposta dinamica.
La risoluzione dell'encoder assoluto è fondamentale. Le risoluzioni di 20 bit per giro (1.048.576 conteggi) o superiori sono ora standard. Ciò fornisce i dati di posizione granulari necessari per un controllo uniforme della velocità e un posizionamento ultra-fine, traducendosi direttamente in bordi di taglio più lisci e dettagli di incisione più fini.
La frequenza di aggiornamento del servo , o la frequenza alla quale l'azionamento chiude i suoi anelli di controllo di corrente, velocità e posizione, è generalmente di 62,5 microsecondi (16 kHz) o più veloce nei servo integrati di fascia alta. Questa rapida elaborazione interna, abbinata a un tempo di ciclo di rete inferiore al millisecondo, è ciò che consente un'elevata larghezza di banda e reattività.
I progetti integrati devono dissipare il calore sia dagli avvolgimenti del motore che dall'elettronica di potenza del convertitore. Cerchiamo progetti con percorsi termici efficienti , spesso attraverso l'alloggiamento del motore, e sensori termici integrati che forniscano un feedback accurato della temperatura dell'avvolgimento al controller per la prevenzione proattiva del sovraccarico.
L'architettura di rete è il sistema nervoso della macchina laser. I servomotori integrati sono i nodi centrali di questa rete.
Il protocollo dominante è EtherCAT , favorito per le sue eccezionali prestazioni, flessibilità e precisa sincronizzazione dell'orologio distribuito. In una topologia tipica, il controller CNC funge da master EtherCAT. Un singolo cavo Ethernet viene collegato a margherita dal controller al primo servo integrato (ad esempio, asse X), quindi al secondo (asse Y), quindi al terzo opzionale (asse Z) e infine al controller della sorgente laser e a eventuali terminali I/O. Ciò crea una rete altamente deterministica e a basso sovraccarico in cui tutti i comandi degli assi e i comandi laser vengono forniti in modo sincronizzato all'interno di un singolo ciclo di comunicazione, spesso inferiore a 500 microsecondi.
Anche protocolli alternativi come PROFINET IRT e SSCNET di Mitsubishi forniscono il determinismo richiesto. La scelta dipende spesso dall'ecosistema del controller CNC scelto. La chiave è l' integrazione perfetta e sincrona di tutti gli assi di movimento e di processo in un unico circuito di controllo.
La superiorità della tecnologia servo integrata si manifesta in tutto lo spettro dei macchinari laser.
Per le macchine da taglio per lamiera piana, gli assi del portale X e Y richiedono accelerazioni vertiginose per spostarsi tra geometrie di parti complesse. I servi integrati su sistemi a pignone e cremagliera o ad azionamento diretto lineare forniscono il dinamismo necessario. Per il taglio 3D di tubi o pezzi formati, ulteriori assi rotanti integrati (A, B, C) garantiscono una rotazione precisa e sincronizzata del pezzo.
Queste applicazioni richiedono il massimo in termini di fluidità a bassa velocità e precisione di posizionamento per creare testi, loghi o codici a matrice di dati impeccabili. Le vibrazioni ridotte e il feedback ad alta risoluzione dei servi integrati eliminano il 'jitter' nel segno.
Una qualità di saldatura costante richiede una velocità di avanzamento perfettamente uniforme e un coordinamento preciso con la modulazione della potenza del laser. La rete deterministica di un servosistema integrato garantisce che la dinamica del bagno di saldatura sia controllata da dati di posizione esatti.
Nella stampa 3D in metallo, il meccanismo della lama del recoater e spesso i galvanometri a scansione laser sono azionati da una servotecnologia integrata per garantire la consistenza dello strato e una precisa deposizione di energia.
L'evoluzione dei servomotori integrati per macchine laser continua verso una più profonda intelligenza e integrazione funzionale. Stiamo avanzando verso l'integrazione del monitoraggio delle condizioni , in cui gli algoritmi di analisi delle vibrazioni vengono eseguiti direttamente sul processore del servoazionamento per prevedere i guasti dei cuscinetti. L’analisi del consumo energetico sta diventando uno standard, consentendo ai produttori di ottimizzare i processi per la sostenibilità. La convergenza con la tecnologia dei motori lineari ad azionamento diretto in un pacchetto integrato sta eliminando completamente gli elementi di trasmissione meccanica, spingendo ulteriormente i limiti di velocità e precisione. Infine, l'implementazione di algoritmi di ottimizzazione basati sull'intelligenza artificiale consente al servo di adattare automaticamente i propri parametri di ottimizzazione in tempo reale in base alle mutevoli dinamiche di carico e alle condizioni della macchina, garantendo prestazioni ottimali durante tutto il ciclo di vita della macchina e in tutte le sue attività di lavorazione.
In sostanza, il servomotore integrato è passato da componente al nucleo cinetico intelligente della moderna macchina laser. La sua fusione di meccanica ad alta fedeltà, elettronica di potenza ad alta velocità e rete deterministica offre prestazioni senza compromessi che definiscono gli odierni standard di produzione in termini di velocità, precisione e affidabilità. Adottando questa tecnologia, i costruttori di macchine e gli utenti finali si assicurano un vantaggio fondamentale in termini di produttività e qualità delle parti, posizionandosi all'avanguardia nella capacità di lavorazione laser industriale.




























































